



 станок могилевлифтмаш иэ-6009а 2.1 1,7кв
станок могилевлифтмаш иэ-6009а 2.1 1,7кв
Menu
Минск ул.Переходная 66/7 каб 11
 ф.+375 17 355 51 82,+375 17 374 65 11
ф.+375 17 355 51 82,+375 17 374 65 11 Viber +375(29)332-53-72
Навигатор Широта: 53°53'07" Долгота: 27°38'36
Вся информация о товарах, в том числе цены, носит ознакомительный характер и не является основанием для оферты. Актуальные цены и наличие товара можно уточнить по телефонам выше.
станок могилевлифтмаш иэ-6009а 2.1 1,7кв







Станок деревообрабатывающий Могилевлифтмаш ИЭ6009 А 2.1 1,7 кВт
Цена: 900,00 BYN
- Описание
Максимальная установленная глубина пропила - 60 мм Наибольшая ширина строгания за один ход - 200 мм Максимальная толщина доски при строгании с прижимным приспособлением - 60 мм
Диаметр отверстия при сверлении 3-16 мм
Частота вращения ножевого барабана на холостом ходу - 5000 об/мин
Частота вращения пилы на холостом ходу - 2200 об/мин Напряжение - 220 вольт, Частота - 50 Гц
Потребляемая мощность - 1700 Вт
Масса без съемного инструмента и приспособлений - 42 кг.Масса с инструментом и приспособлениями - 60 кг.Значительное внимание в конструкции машин уделено удобству и безопасности работы на ней:
- в обмотках двигателя установлен термовыключатель, защищающий его от перегрева;
- кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
- нерабочая часть ножевого барабана машины при строгании без прижимного приспособления закрывается специальными кожухами.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 220 В частотой 50 Гц.
Машины не требуют стационарного заземления.
Описание
Деревообрабатывающий станок Могилев ИЭ 6009А 2.1 подходит как для работы в домашних условиях, так и для небольшого промышленного производства. Данная модель может производить функции пиления продольного, поперечного, а также пиления под углом, операции строгания по плоскости, по ребру и под углом, а также фрезерование дисковой фрезой. Станок оснащен рукоятками для удобной транспортировки. Окрашенная конструкция не подвержена коррозии и прослужит долгие годы.
Особенности:
 |
Безопасность Защитный кожух деревообрабатывающего станка Могилев ИЭ 6009А 2.1 увеличивает безопасность оператора во время работы. |
 |
Аккуратная работа Возможность подключения пылесоса делает работу аккуратной и экономит время на уборку рабочего места. |
|
Устойчивость на поверхности Широкое основание на опорных ножках обеспечивает устойчивое положение на поверхности во время работы. |
Преимущества:
- Большая мощность и производительность;
- Малый вес и габариты;
- Высокая точность;
- Защита от перегрузок;
- В машине имеются ручки для ее перемещения.
-
Состав комбинированного станка ИЭ-6009А

Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов узлов и приспособлений:
- механизм привода;
- прижимное приспособление;
- приспособление для пиления и фрезерования;
- приспособление защитное;
- стол для сверления и фрезерования.
Механизм привода (рисунок 2) состоит из двух алюминиевых стенок 32 и 49 с приливами и отверстиями для крепления этих стенок резьбовыми шпильками. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами, основания 72 с размещёнными на нём электроаппаратами, обеспечивающими нулевую защиту и защиту от короткого замыкания, крышки 73 с размещёнными на ней кнопками включения и выключения машины. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа ласточкин хвост для установки лыжи 39. В нижней части стенок имеются отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Выводы от обмоток статора двигателя (рисунок 6) присоединяются к электроаппаратуре согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в передних и задних щитах 58 и 62.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48.
Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 50.
В двух пазах ножевого барабана кренятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания, пыли в крышке подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 56 закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа ласточкин хвост для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 53, который предотвращает попадание опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы Приспособление прижимное 4 устанавливается сверху машины и крепится двумя винтами.
Приспособление прижимное 4 состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала - 50 мм.

Приспособление для пиления и фрезерования (см. рисунок 3) состоит из плиты 5, плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита 5 закрепляется посредством кронштейнов на угловой плите 6 и перемещается горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек - барашков 54 и гаек 55.
Приспособление защитное (рисунок 3) состоит из ножа 52 и козыръка 51. Нож с помощью гайки-барашки 54 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования 9 (рисунок 1) состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.

На кожухе машины нанесены символы органов управления (рисунок 4).
Примечание: изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.
Работа на комбинированном станке ИЭ-6009А

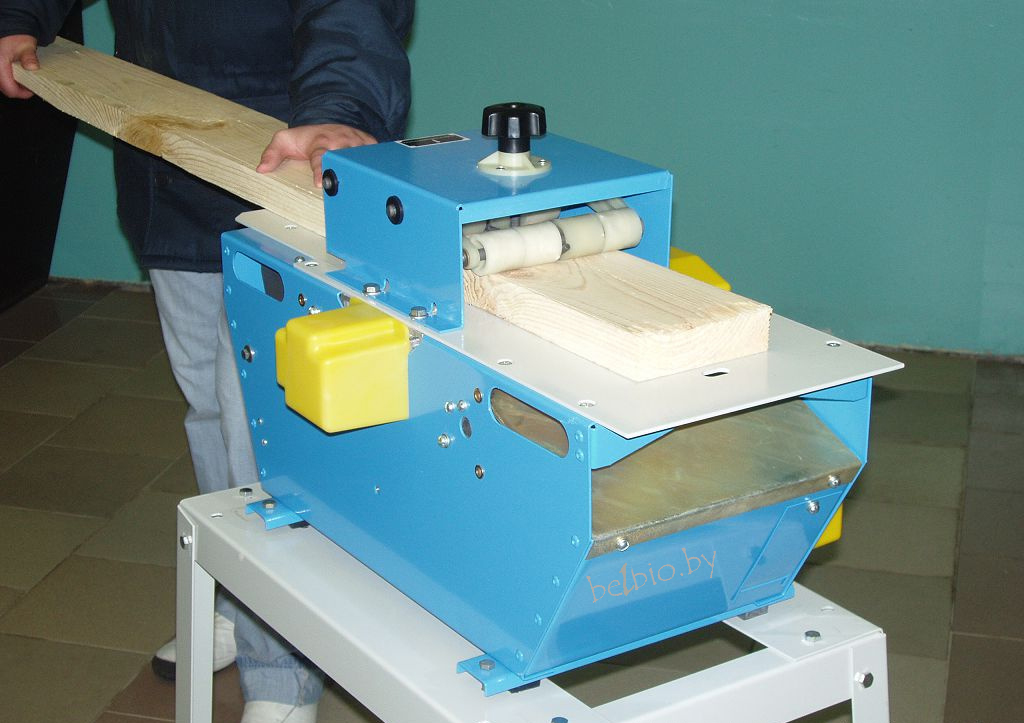
Строгание пиломатериалов по плоскости (рисунок 8)
Для выполнения этой операции:
- снимите конусную втулку 68 с вала барабана 35 при помощи гайки круглой 67 (рисунок 5) и ключа 30, предварительно застопорив вращение барабана деревянной планкой, вставленный в его паз, и вывернув болт 71, крепящий конусную втулку;
- установите кожух 13 (рисунок 1), установите нужную глубину строгании, для чего освободите стопорные винты 41 (рисунок 2)лыжи, поверните эксцентрик гаечным ключом 27, установив лыжу на нужную глубину строгания, зафиксируйте стопорными винтами;
- проверьте правильность установки и надёжность закрепления ножей на ножевом барабане.
Правильность установки ножей проверяется с помощью шаблона 17 (рисунок 1), прижатого гранью к стальной плите 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона. После выверки болты клиньев, крепящих ножи, надёжно затяните.
Установленные заводом - изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе. Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали из одного комплекта в другой запрещается.
Установите прижимное приспособление так, чтобы направление подачи материала, указанное на табличке 66 корпуса прижимного приспособления, было в сторону стальной плиты 56. Надёжно прикрепите приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 65, расположенной сверху приспособления, установите прижимные ролики 64 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала обязательно пользуйтесь дополнительным бруском для проталкивания пиломатериала, при этом работающий должен всегда находится слева от зоны обработки, а не позади обрабатываемою пиломатериала.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Для выполнения этой операции:
- установите защитный кожух 12 так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала;
- установите на линейку направляющую 2 уголки 10, закрепите их гайками барашками 54, затем установите кожух 13, закрыв выступающую часть вращающегося барабана;
- выставите направляющую линейку под нужным углом строгания и закрепите на стальной плите и лыже при помощи винтов 18 с шайбами. При строгании пиломатериалов по ребру направляющую линейку разверните под углом 90° по отношению к стальной плите 56 и лыже 39.
ВНИМАНИЕ! При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта от прикосновения.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Для выполнения этой операции:
- установите конусную втулку 68 (рисунок 5) на вал барабана 35, предварительно застопорив вращение барабана деревянной планкой, вставленной в его паз, и заклиньте между лыжей 39 (рисунок 3), установите шайбу 70 и закрепите болтом 71 (рисунок 5);
- установите пильный диск 15 (рисунок 1), предназначенный для продольной и поперечной распиловки пиломатериалов, на втулку и надёжно закрепите его гайкой 68 (рисунок 5);
- установите меньшее (2200) число оборотов барабана (заводом - изготовителем машина выпускается с установленным максимальным числом оборотов 5000), для чего снимите крышку 44, ослабьте гайку 45 (рисунок 2), фиксирующую двигатель, поверните двигатель для ослабления ремня, снимите и переставьте его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя, при необходимости посредством гаек 45 выставьте шкивы в одной плоскости (допустимое смещение осей канавок не более 0,4 мм); поворотом двигателя относительно шпильки 33 натяните ремень после чего затяните гайку 45, установите крышку 44, закройте барабан кожухом 12 (рисунок 1); — установите плиту 5 и приверните её двумя винтами 25 к плите стальной 56 и лыже 39 гайками М6 с шайбами; чтобы плита не деформировалась во время работы, между ней, лыжей 39 и стальной плитой установите деревянные подкладки толщиной 4,5 мм с обоих концов плиты;
- установите защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском, регулировку осуществляйте гайкой специальной, закрепите нож гайкой - барашков 54 (рисунок 3);
- установите на плиту 5 линейку направляющую 2, выставьте её на нужную ширину раскроя доски параллельно плоскости пильного диска и закрепите винтами 18 (рисунок 1) с шайбами.
Подачу доски осуществите равномерно со скоростью не более одного метра в минуту.
При распиловке поперек длинных заготовок линейка направляющая должна быть снята.
Распиловка на определённую глубину пропила (рисунок 12)
Для выполнения этой операции:
- закройте барабан защитным кожухом 12, приверните к плите 5 два кронштейна 7 и 8 с гайками и пазами приверните с левой стороны плиты;
- вверните в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и законтрите направляющие стержни гайками М16х1,5; выставьте на нужную глубину пропила плиту и закрепите гайками 55 и гайками - барашками 54.
- Для увеличения устойчивости плиты 5 необходимо проложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
- ВНИМАНИЕ! При выборе четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
Распиловка пиломатериалов под углом (рисунок 13)
Вверните в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6 и законтрив, направляющие стержни гайками М16х1,5.
Выставьте плиту 5 на нужный угол и застопорите сектора и направляющие плиты гайками - барашками 54.
Фрезерование пазов (рисунок 14)
Для выполнения этой операции:
- установите конусную втулку 68 (смотри описание к рисунку 11). Установите на конусную втулку фрезу 19 (фрезы дереворежущие пазовые ГОСТ 11290-80Е диаметром 125 мм, посадочным отверстием диаметром 32 мм, шириной 8-12мм) (рисунок 14), предварительно застопорив вращение барабана деревянной планкой, и закрепите фрезу гайкой 69;
- выставьте направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
- Прижимая заготовку к плите и боковой плоскости линейки, производите равномерную подачу со скоростью от 1 до 1,5 м/мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите конусную втулку 68 с вала барабана (смотри описание к рисунку 8) — установите патрон 23 (патрон 16-B18 ГОСТ 8522-79 или патрон сверлильный ПС-16.00.00 заводского изготовления) и закрепите его болтом 71;
- закройте барабан защитным кожухом 12 и закрепите его винтами;
- вверните в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и застопорите направляющие стержни 11 гайками;
- установите на плиту угловую 6 стол для сверления и фрезерования;
- закрепите в сверлильном патроне сверло (сверла спиральные дереворежущие с цилиндрическим хвостовикам диаметром от 3 до 16) или фрезу (фрезы дереворежущие концевые ГОСТ8994-80 диаметром 3-16мм);
- отрегулируйте стол для сверления и фрезерования по высоте относительно инструмента и закрепите его гайками барашками 54;
- застопорите плиту угловую 6 при помощи гаек 55.
Сверление и фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
-
Настройка станков ИЭ 6009
Сопутствующие товары
 Нож Могилевлифтмаш 200х26х3мм ИЭ 6009 А2,4 Нож Могилевлифтмаш к станку ИЭ 6009 А2.1 Сопутствующие товары
Нож Могилевлифтмаш 200х26х3мм ИЭ 6009 А2,4 Нож Могилевлифтмаш к станку ИЭ 6009 А2.1 Сопутствующие товары  подставка к станкам (высота 780мм) Сопутствующие товары
подставка к станкам (высота 780мм) Сопутствующие товары Похожие категории
 Фрезы дисковые Комплектующие :диски , фрезы,ножи, заточные устройства
Похожие категории
Фрезы дисковые Комплектующие :диски , фрезы,ножи, заточные устройства
Похожие категории
 теловые пушки дизельные Дизельные тепловые пушки
Похожие категории
теловые пушки дизельные Дизельные тепловые пушки
Похожие категории


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Деревообрабатывающие станки Деревообрабатывающие станки
Похожие категории
Деревообрабатывающие станки Деревообрабатывающие станки
Похожие категории